Flash support by most modern browsers has been dropped but that's not the end of the line for Flash.
There is no practical alternative to Flash for the interactive demos/applets/graphics on this site.. Especially when there are alternatives, some simple, some good, some...
Ruffle is chosen by most because they can't imagine using anything but their preferred browser. It works. It's OK but not great. The Flash graphics won't look as they're supposed to but it, generally, works.
The #1 preferred (by me) way to view the site and the Flash graphics is with the Chromium Portable browser and the installation of the older (no time-out) Flash Player files. This was incredibly simple when people knew computers but not today when people only know how to work with their phones.
The Flash Browser is a good option but it's so stripped down that it makes it somewhat difficult to use.
The Maxthon browsers are an option. The v4.95 is the easiest (install and use). V5.3.8 and 6.1.0 require (very) slightly more effort (very).
The Chromium and Maxthon browsers on the page above are 'portable' browsers. They are not installed into your system. They are simply made available for use on your computer. They can be carried around on a Flash drive and used on any computer.
Do not remove the film or paper protector from the acrylic until you absolutely have to. The material can be scratched relatively easily. If the application requires that the surface is scratch free (for a show vehicle, etc...) leave it on until it's about to be installed in the vehicle.
When cleaning the acrylic material, only use cleaners that are approved by the manufacturer. Unlike glass, glass cleaners (like those with ammonia) can damage some acrylic.
When cutting acrylic for applications where the edge will be visible and will need to be either polished or at least very smooth, it's absolutely imperative that you get the cut right the first time. It may seem that you could easily fix any roughness in the edge with a bit of sandpaper. Well... it ain't that simple. It's VERY time consuming to have to fix the results of a bad cut. Sanding, filing and scraping go very slowly, especially on rough surfaces. If the cut/finished edge will be against another piece of straight material when it's installed, a slight dip in the edge (which can be caused by hand finishing) can look very bad. If the edge has to be straight and square, a table saw with the right blade is what you'll need to use to make the cuts (especially in materials thicker than 1/8").
Cutting Acrylic:
There are a couple of different ways to cut acrylic. Since my experience is mainly with thin acrylic sheeting (1/2" or less), that's what I'll cover.
Table/Circular Saw:
To understand some of the following information, you'll need to know a bit more about circular saw blades.
You'll see standard blades with teeth simply cut from the material that makes up the rest of the blade. These are budget blades and are rarely used. The better blades have carbide teeth welded or brazed onto the steel. These are much more durable and can last for many years if not abused.
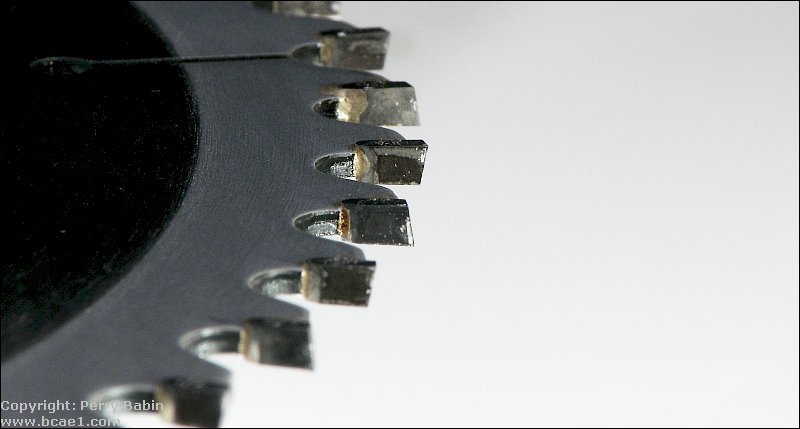
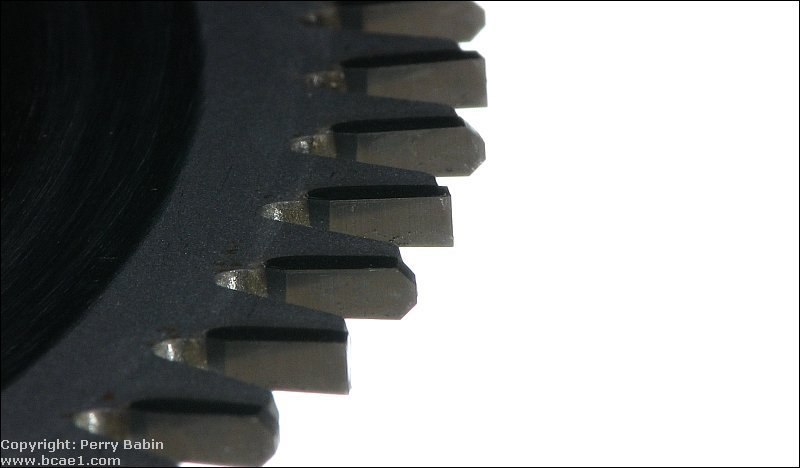
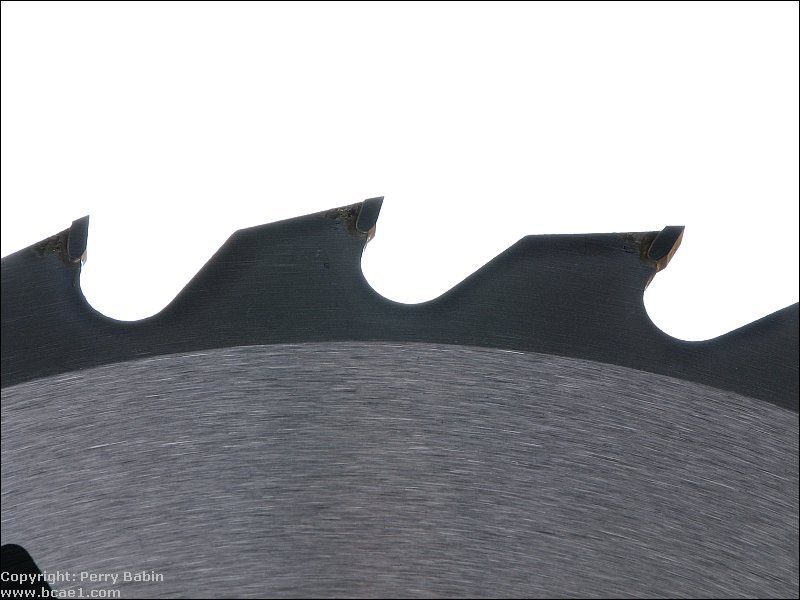
Blades come in different configurations. The teeth on the following blade are in the most common configuration. This is an ATB (Alternate Tooth Bevel) blade. The second blade is a more specialized blade. The teeth are in a TCG (Triple Chip Grind) configuration. The teeth alternate from straight to beveled. The beveled tooth is beveled on both sides and flat on top.
Another characteristic is the rake angle. Blades used for cutting non-ferrous metals and plastics typically have a 0� rake angle. A tooth with a 0� rake angle will have it's face aligned perfectly with a line drawn through the center of the blade. The first image below shows a blade with a moderate rake angle. The second had a 0� rake angle.
For rough cutting acrylic, you can use a table saw or a circular saw with a fine blade. Blades with fine closely spaced teeth (like those used for plywood) will work relatively well. Blades with widely spaced teeth and a significant rake angle (like those preferred for cutting MDF) will cause significant chipping. I've used an Oldham B7254760 on a circular saw and a Skil 75160 on a table saw (cutting both 1/4" and 0.706" material) with good results. For the casual DIYer, the finish with these may be good enough (not requiring a more expensive blade). When using a hand held circular saw, use a guide to make sure you get a straight cut with minimal chipping.
The Irwin 15199 is a TCG blade and does a very good job on a table saw. There was absolutely no chipping on the 1/4" or the 0.706 material that I used it on. There are blades made specifically for cutting acrylic. If you're going to be cutting a lot of acrylic or are using very expensive (thick) material, you need to invest in a blade specifically designed for cutting plastics and laminates. Blades with a triple chip grind (like the Irwin blade mentioned) are well suited for acrylic so if you can't find a blade that is specifically made for acrylics, the general purpose TCG blades may work well enough. When you get a blade that cuts the acrylic well, you can make about 5-10 light passes with a scraper and then do a bit of light sanding and the edge is good enough for most any purpose (polishing or joining, to be covered a bit later).
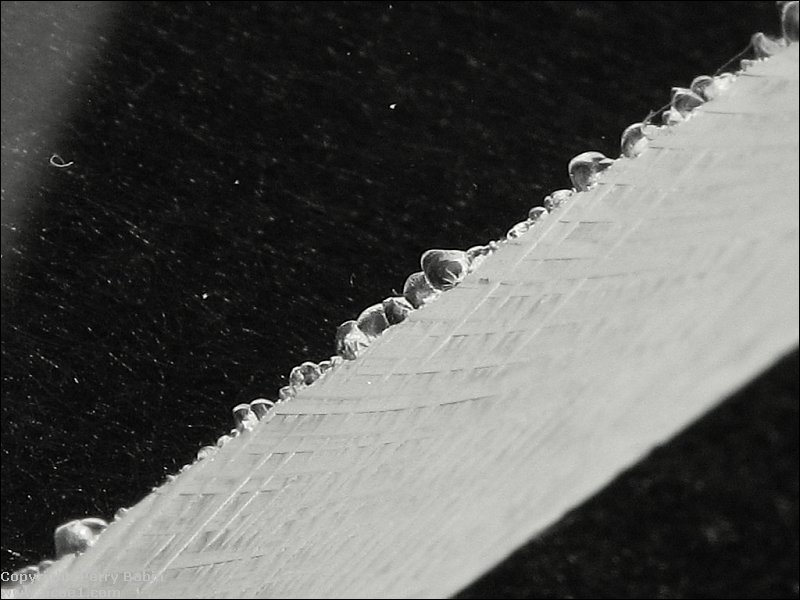
Chipping was mentioned above. Chipping is the breaking of the material at the top and/or bottom face at the line of cut. If you need to have a perfect, good looking joint, you cannot have any chipping. The first image below shows significant chipping. The second image is a much cleaner cut.
A note about price...
You can buy carbide tipped blades that will cut MDF for $10 and they'll do a fine job, on MDF. When buying a blade that will work well on acrylic, expect to pay at least $40. The best blades will likely be over $100. Used properly, they will last a very long time and are well worth the up-front cost but the cost can be a bit of a surprise.
Many of us have table saws that were made for general purpose cutting and do a good job for building speaker enclosures from MDF. Acrylic is expensive, when someone buys an acrylic enclosure, they expect it to be perfect. You can't sand away 1/16th of an inch like you can with an MDF enclosure. When cutting acrylic, where the tolerances may need to be within a few thousandths of an inch to make the pieces fit together perfectly. This means that any runout (play, slack, wear...) in the bearings for the blade shaft make a big difference. When the blade is working hard to make a cut through the middle of a sheet of acrylic, the runout may be more of an issue than when just trimming a few thousandths off of the edge. If your saw has enough runout to make the cut edge a bit rough (blade will go deeper in a few places), make the first cut about 1/2 of the width of the teeth on the blade. Then move the fence to where it needs to be and trim the last few thousandths of an inch off of the edge.
Jigsaw:
Jigsaws can be used to cut acrylic when you need something other than a straight cut. If a jigsaw is all you have and you need to keep costs down, the right blade and a bit of preparation can produce good results. To reduce the work of cleaning up the cut, use the finest blade that you can find. Blades with reduced depth (like those used for scroll work - shown below) will work best due to less friction and less resistance when turning the blade. You'll have to experiment with cutting speed to see what works best. Too much pressure can cause excessive chipping. Going too slow may cause the acrylic to melt. If the acrylic melts when cutting, use a light lubricating oil. Have someone apply the oil to the blade as you're making the cut. DON'T use an aerosol dispensed oil. The propellant may be flammable and may be ignited by the jigsaw motor. I've had good results with the blade shown below (Bosch T101AOF). This blade is made for cutting laminated flooring.
Below, you can see the blade profiles for the blade above (first image) and a standard jigsaw blade. As you can see, the tips of the teeth on the laminate blade are directly in front of the body of the blade. On the scroll blade, the teeth cut a kerf wider than the body of the blade. Between these two blades, it would seem that the scroll blade would cut faster but the laminate blade cuts much more quickly.
You should also experiment with the various setting on your particular jigsaw. With some blades, for example, the cut will be very bad (so bad that the material melts back together) when the blade is set to a normal, straight up and down stroke but when the jigsaw is set to the maximum orbital setting, that same blade will make a clean cut.
Router:
A router can be used to cut acrylic for either straight or curved cuts. For curved cuts, you'll want to use a router with a collar and a guide (pattern or jig made from 1/4 inch plywood or aluminum). You'll want to rough cut the material within ~1/8 of an inch of the desired finished shape with a jig saw. Trying to cut too much acrylic can lead to melting of the material unless you have a bit well suited to cut plastic. To prevent chipping, make sure the bit is not allowed to break contact with the cut edge. If it does break contact with the material and you push the router bit back into the edge too quickly, the cutter may chip the acrylic. Spiral bits are generally better than straight-cut bits and slow-spiral bits tend to be a bit better than standard spiral bits. You also must make sure you have a sharp bit (carbide tipped or solid carbide recommended) to prevent melting of the material. Again, you'll have to experiment to see what works best for you.
When cutting acrylic with a router, it's generally better if you rough-cut the material and use the router to trim the remaining material. You can use the router or any other saw for the rough-cut. If you are cutting through a large panel and want a fine finish on the cut, you need to support both pieces of the panel. If you don't support both pieces, the piece that falls away as the cut it finished could cause the corner of either piece to chip. This is a minor problem for rough cuts but for cuts where you don't want to do any finishing of the cut edge, it's important.
The bits below are solid carbide spiral bits. The top is a standard spiral (Whiteside RU2100). The bottom is a slow spiral (Amana 51504). Both do a good job but the slow spiral produces cuts that are a bit cleaner. Using the slow spiral on 1/4" material, the cut is so good that minimal work wet-sanding with 400 grit paper leaves the edge good enough for flame polishing.
When you buy router bits, there are up-cut and down-cut bits. If you are cutting slots or have a vacuum connected to your router to remove shavings, you'll likely want the up-cut bit. Otherwise, I'd recommend the downcut bit. The downcut bit will throw the shavings down and away from you.
When making a cut along a fence with a router, its face has to be very smooth and it has to be very rigid, especially for long cuts. To make it rigid, it needs to be relatively deep. At least 6" of depth for 2 feet of length with 3/4" plywood is needed for critical cuts. Oak, ash or birch will work better than pine plywood. To make the face of the fence smooth enough to prevent any flaws from showing up in the cut, you will likely need to face it with metal stock. Aluminum angle stock works well. You can use iron stock but it's generally too rough.
If you cut along a straight edge that's not stiff enough, you will make a bowed cut. This is because most people push hard against the straight edge to make sure that the router doesn't veer away from it. This can cause a weak straight edge to flex slightly. For some applications, this won't be a problem but if you're going to bond the cut edge to the face of another piece of acrylic, it can make getting a perfect bond nearly impossible. If you do get a good bond, the piece that you bond it to will be bowed and under constant stress. Again, if you're bonding two pieces together, use a saw with a fence like a table saw.
Previously, runout was mentioned. This can be a problem with routers also. A poor quality or old router with excessive runout will make it impossible to get a good, smooth cut. If your router isn't producing good cuts and you need a good router, do some research (google, forums, reviews...) to find a router that's not going to have excessive runout. If you use the various woodworking forums, tell them that you're cutting acrylic and need to have a router with little or no runout. I'd suggest small, trim routers. The Bosch pr20evsk does a good job. Larger routers often have a collet that holds the bit. That adds one more piece that could add runout. Trim routers typically accept 1/4" bits without the collet.
Of course, you know to wear safety glasses when doing any cutting or grinding but it's even more critical when using solid carbide bits. Carbide is extremely hard which makes it a good material for cutters but it's also very brittle. When they break (and they're not difficult to break) they can shatter and cause significant injury. In a router, they're spinning at 25,000+ RPMs. When they shatter, they will have the ability to penetrate skin. This means that it's important that you protect yourself well. A full face shield and a heavy apron aren't excessive. If your router has shields, keep them in place.
The cost of router bits (like specialized saw blades) can be a bit of a shock. Some of the relatively small bits (1/4" diameter, 1" cut) can cost nearly $100. These are typically specialized bits but sometimes that's what you need to do the job properly.
Router Safety...
Respect the router. Too many people don't give a router the respect it deserves. A router can do a LOT of damage to anything if it's not used properly. This includes hands and fingers. Before you plug the router in, make sure that it's off and on a stable surface. Before you switch it on, have it where it needs to be to start the cut. When possible (some have switches that can't be reached from the handles) have both hands on the router when you switch it on. When you turn it off, hold it with both hands when moving it or wait until the motor stops spinning. A router bit is dangerous when it's not spinning. When it's spinning, even when it has almost stopped, it can still do serious damage. For small routers (like trim routers), it's easy to let your fingers go into the cutout where you loosen the collar that holds the bit. Make sure that you keep your fingers out of that area if the router doesn't have a guard. If you want proof that a router can do serious damage, do a Google image search for router injuries (do NOT click if you're squeamish).
Score and Break:
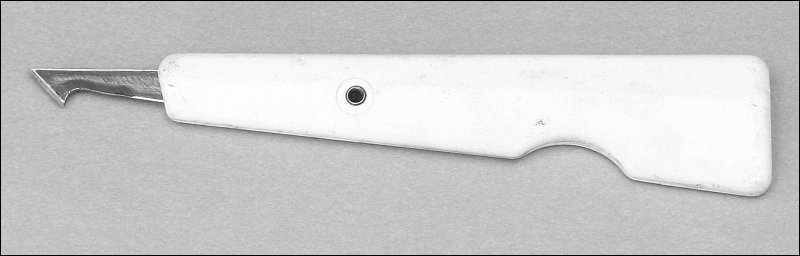
Thin acrylic sheets (less than ~1/4") can be cut much like regular glass. Instead of using a hardened wheel to chip a line in the glass, you'll use a scoring tool to cut a deep scratch in it. The cutting edge of the scoring tool looks something like a single tooth of a table saw blade (but much thinner). You apply pressure to the tool and drag it along a straight edge guide (which should be clamped securely in place to prevent it from moving). You need to continue scoring the acrylic until the cut is ~1/8 of the way through the material (it may take 20 passes on 1/4" thick stock). After that's done, you'll have to clamp it down on the edge of a table (or something similar). The edge of the table needs to align with the cut. The edge of the table needs to be perfectly square (a radiused edge on the table won't provide the proper stress along the desired cut line). It needs to be clamped very securely so that it can not flex or move. You'll then apply pressure to the piece that's beyond the edge of the table until it snaps. If it was cut deeply enough, it will break cleanly along the desired line. If it was not cut deeply enough, the cut (on the side opposite the scoring) can be as far outside of the desired cut line as the thickness of the material. The image below shows an inexpensive scoring tool (I think it cost ~$3).
This is an Olfa PC-L. It costs ~$10 from McMaster-Carr (part # 38595A65). This one has replaceable blades, storage for blades in the handle and a larger handle which reduces fatigue.
Note:
When scoring the material, it's likely that you'll not score as deeply on the end where you begin the scoring. Go back and score from the other direction to ensure that the edge breaks cleanly.
When possible, score from both sides. This takes a bit more effort but will result in a cleaner break.
If you have trouble keeping the straight edge in place and can't clamp it so it can't move, you may make multiple scores which will result in a bad cut. If your straight edge slips, place the scoring blade in the slot as close to the edge of the cut as possible and slide the straight edge up against it. That will ensure that it's in the right place. Do this for both ends of the scored line.
To keep the straight edge and the workpiece as steady as possible (when they can't be clamped), the following will help. The first is a material that is soft and almost adheres to the items placed on it as well as the work surface. This prevents the workpiece from moving. Notice that it says it grips on top and bottom. This is what you want. This is about $4 a roll at Wal-Mart. The second is a piece of angle stock with electrical tape on the edge that is placed on the acrylic. The tape stops it from moving. The angle stock protects your fingers from the blade. The stock can be purchased from virtually any home improvement or hardware store.
Fixing a Bad Cut:
As was previously mentioned, it's not easy to repair a bad cut. Like anything else, you need to practice a bit on scrap pieces (just like you would if you learning to make fine furniture). Buy extra material (either a larger sheet than you need or small scrap pieces) and try cutting them first. If you need to fix a bad cut, there are a few options, none easy. You can use rough sandpaper (40-80 grit on the roughest cuts). You can use a belt sander with an 80 grit belt but it's not much faster because you have to sand for a few seconds and then let it cool (it must cool down to a point to where you can hold your hand on the edge). Figure 2 seconds sanding and 6-10 seconds cooling.
After the rough sandpaper, you have several options, increasingly smoother files will knock it down but it only removes it about as fast as it would aluminum and it tends to clog the file so have a wire brush handy to clean the file. The next option is a scraper. When using a scraper, you'll need to keep the blade at a 45� angle to the direction of travel. If you have notches in it that the scraper is falling into (and make them worse), alternate the angle every few strokes. Use a light touch and a steady pull rate. Make sure to cover the entire length of the edge (don't neglect the ends).
The next cut was intentionally a bad cut. It was so bad that the seam welded itself back together and I had to use a pair of pliers to break off the scrap piece. It was somewhat difficult to photograph so please excuse the photos. The second photo below is after using a belt sander with an 80 grit belt. When using any of the rough-cutting tools (file, rough sandpaper, scraper...), cut at a 45� angle to the line of cut.
This final photo shows an edge finished with the scraper. I'd recommend a carbide scraper blade. The scraper has to remain sharp and flawless. It's virtually impossible to sharpen a scraper blade and get a perfect edge. Even though this is plastic, it will dull a blade relatively quickly. This is a satin finish and absolutely smooth (to the touch). This surface it ready for fine sandpaper and wet-sanding.
If you use a scraper with a carbide blade, be aware that they're fragile. The downside of being so hard is that they're brittle. If you let it hit a piece of metal (when you set it down or if you hit the clamp holding the acrylic), it will likely chip the edge of the carbide blade which will make it useless. The scraper above has a storage area in the handle so if you buy one like that, remove the blade and store it in the handle. The plug in the handle has a screwdriver built in so you don't have to go looking for one to remove the blade.
Polishing the Cut Edge:
Depending on the quality of the cut and the desired end use, the edge may need to be polished. When using the acrylic as a window on a speaker enclosure or for an amp rack, you'll probably want to polish the edge. To make things easy, use a rubber or foam block and waterproof sandpaper. Since it will be nearly impossible to keep the edge perfectly square, I'll usually round it off. With a foam sanding block, start with rough paper (~180 grit). Sand until the edge is uniform and relatively smooth. Then change to finer and finer paper until you get a satin finish with 600 grit paper (180, 360 and 600 grit will work fine). When you get to 360 grit paper, start wet-sanding. If you don't want to spend unnecessary hours sanding, make the original cut as clean as possible. This will reduce the time sanding significantly.
Safety:
Of course, you should not use electrical tools with water so you have to sand it by hand or use air tools. If you don't want to heed the warning about electrical tools and water, at the very least, plug the electric sander into a GFCI breaker or an extension cord with a GFCI breaker built into it. To avoid any confusion, an outlet strip with a surge protector is not the same as a GFCI breaker. A GFCI breaker will have a 'test' button and a reset button to allow you to confirm that the GFCI breaker is working correctly.
Flame Polishing:
After the edge is polished to a satin finish, you may want to get it to a glass like finish. To do this, you can use a propane torch. Let me recommend that you practice on a scrap piece first. Using a propane torch, you very quickly pass the torch over the edge. You must move the torch quickly. If you go too slowly, the acrylic will melt or burn. This will leave bubbles in the surface. This is from heating the acrylic too deeply. You only want to heat the very outermost edge/surface to its melting point. This will allow it to flow into a smooth glossy surface. As long as you're moving quickly along the acrylic, you're not likely to cause bubbles (even if you're using the hottest part of the flame). To be a safe as possible, make a pass with the torch, allow the edge to cool to where you can hold your hand on it and then make another pass. You should know that the surface has to be absolutely smooth before doing this. If it isn't, it will look about as good as a freshly painted car that had lots of dings that were not removed before painting.
Practicing Flame Polishing:
The material that a CD is made of reacts similarly to that of the acrylic sheeting. If you want to scuff up a CD with some 600 grit paper (and water), you'll be able to remove most of the finer scratches and haze with the torch. Remember... Move VERY quickly along the surface. Allow the CD to cool between passes with the torch (just as you would when polishing acrylic). Don't you use a good CD. Try it with one that will not play. Heating the CD will cause it to cup slightly and it probably won't play anymore. This exercise is only to allow you too see how the process works. Two final suggestions... Don't burn yourself and don't burn your parent's house down.
Drilling Acrylic
Lubricants:
Below, you will find that some bits require lubricant, some benefit by it and some don't need it at all. For a lubricant, you can use several things. Oil is likely the obvious choice and any light oil like 3-in-1 oil or even WD-40 will work but they're a bit messy. Since the main problem is heating the acrylic, water may seem like a good choice and it is but not plain water. Water will cause tools to corrode, especially if you're drilling on a drill press with a bare steel table. Water and baking soda, however, will not cause corrosion. Baking soda is a rust inhibitor. This keeps the acrylic cool, the baking soda adds a bit of lubrication (don't get any on the floor, it is slippery) and cleanup is easy. When using oil, you'll want to use it sparingly. When using water and baking soda, apply a bit when you begin drilling and lift the bit out every 1/8" or so and fill the hole again. The bottle to the right is good for applying a lubricant. If you buy one like this (available at McMaster-Carr and other distributors), buy one with a medium sized bore in the needed (protected by the plastic cap here). If the bore is too small, it will clog frequently.
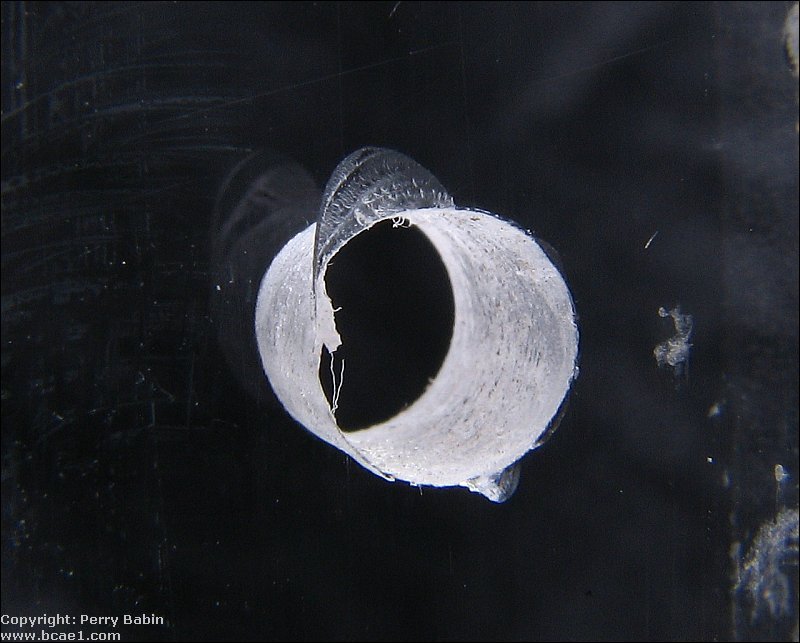
When you are drilling the holes, you can tell if the material is being cut properly by the swarf (the shavings). They should be ribbons of acrylic material that break apart with very little effort. If the material is balling up and cools to hard clumps, it was melting during cutting and you need to change the way you're drilling (change the bit type, cut slower, use lubricant...). The cut holes should be clean and relatively smooth. They won't be perfectly clear like the top surface but they shouldn't have any gouges in the wall of the hole. The following images show a 1/4" hole drilled with a carbide bit (will be shown later on this page). The first hole was drilled quickly. The acrylic didn't melt but the bottom edge of the hole chipped.
This hole was drilled slowly to try to prevent chipping but the acrylic melted and made a mess of the hole.
This last hole was drilled slowly but this time baking soda and water were used as a lubricant. This produced a clean hole and there was absolutely no chipping when the bit exited the hole. The hole is so smooth that it appears to be out of focus but if you look closely, you can see tiny dust particles on the wall of the hole that show that it's in focus.
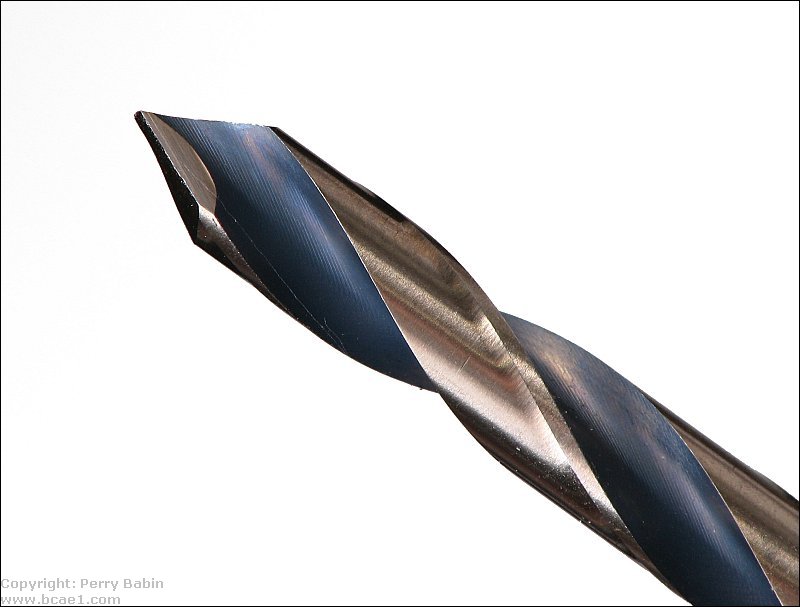
Spiral Bit:
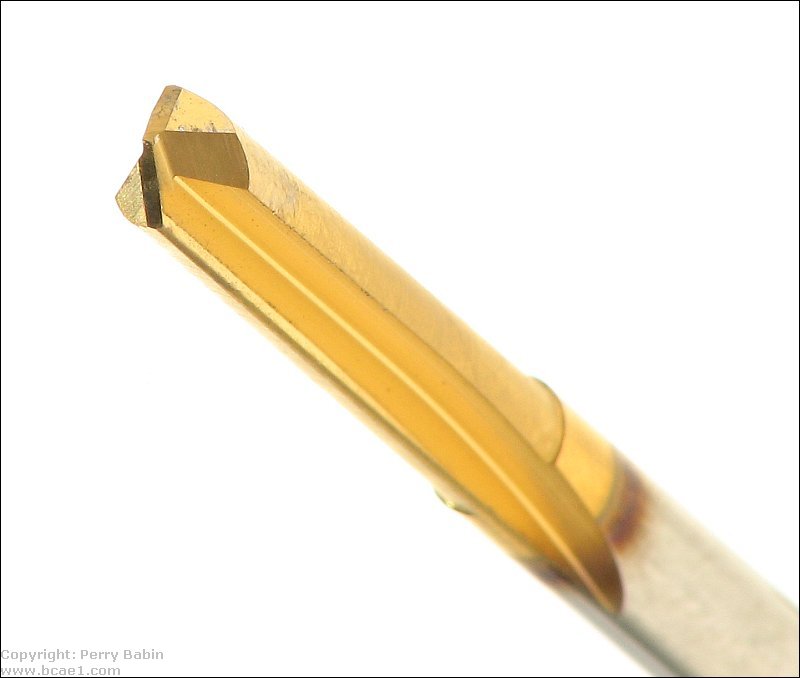
Standard spiral drill bits will not work well on acrylic. Their cutting angle is too aggressive which causes it to try to cut too quickly. This will lead to cracking and chipping around the hole. If you want to use a spiral bit, try a bit like the one shown in the following photo. You can see that the main cutting edge is flat instead of angled like a normal bit. This causes the material to be cut in a more controlled fashion. This bit benefits from lubrication but it's not required. This bit was purchased from McMaster-Carr and the part number is: 27465A84.
If you don't want to spend the money on a new bit, you can grind a standard bit's cutting edge square. This bit also benefits from lubrication but it's not required.
Forstner Bit:
Forstner bits are very high quality bits that are generally used for woodworking. They make a very clean hole with little or no chipping. This bit requires lubrication. If the bit is used dry, the friction between the sides of the bit and the material will cause the acrylic to melt (very bad). When used with lubricant, the hole will be very clean but you have to go slowly as you exit the bottom of the acrylic.
Standard Woodboring Bit:
Some people recommend against using woodboring bits but I've never had a problem with them. One advantage of the wood bit is the long centering point. This point will exit the other side of the material before the cutting edge. This allows you to turn the material over and drill from the other side. Since the cutting edge will not be pushing out as the bit cuts through surface of the material, there will be little or no chipping on either side of the material. This bit needs no lubrication.
The following two bits have carbide tips. The first is a bit that's normally used to drill through regular glass. The second one is a solid carbide bit that's designed to cut metal. Like some of the previous bits, notice that the cutting edge is perpendicular to the surface of the material being drilled. Unlike standard twist drill bits, they don't cut aggressively. The glass cutting bit goes through the acrylic very cleanly and requires no lubricant. The carbide bit goes through cleanly but requires lubricant. Either of these would be a good choice if you need to drill a lot of holes.
When using any of the different bits for drilling acrylic, you should:
Go slow. Do not force the bit to cut too quickly.
Use a drill press. This allows you to have much more control over the cutting speed and ensures that you're drilling the hole perfectly perpendicular to the material. You should clamp small pieces down. If the bit grabs the material and spins it, it will cut you. Small pieces don't allow you to get a good enough grip to prevent the piece from spinning with the bit.
Practice on a piece of scrap material. If you crack a piece of acrylic after you've already polished the edges, you are not going to be happy.
Fasteners:
When screwing a piece of acrylic down, you'll need to use some type of washer under the screw. Fiber, plastic and rubber washers will work. If you can't find those types of washers, standard metal flat washers will be better than nothing. If you use washers, you're less likely to crack the material if the screw doesn't go in perfectly straight. Pre-drilling the hole in the wood will help ensure that the screw goes in straight. When tightening the screws, do not over-tighten (especially when the surface under the acrylic is not hard). If there's a soft gasket under the acrylic, over-tightening the screw will cause the material to crack. You should also use pan head screws (those with a flat mating surface under its head). Using bevel or bugle headed (drywall) screws will cause the acrylic to crack.
In some instances, you may need to produce attachment points on the acrylic sheets. For thicker material (1/2" or thicker) you can install threaded inserts. These are best know as Helicoils but are made by several manufacturers. For 1/2" material, it is generally only practical to use them with through-holes. For 3/4" and thicker material, you can install them in blind holes which means that you could use them in the wall of an acrylic fish tank. The next image shows you the bottom of a threaded insert. The tang is used to install the insert and is then broken off to allow the screw to extend beyond the bottom of the threads.
This is the installed insert. As you can see, it doesn't extend more than 1/2 way through the acrylic sheet (you can see the reflection of the drilled hole in the other face of the sheet.
When installing the screws, you must make sure that it doesn't bottom out in the hole. If it does, it will likely crack the acrylic. If you can't find screws of precisely the right length, you may need to cut them to length. For small screws, you can use the screw cutter commonly found in cheap wire-crimping pliers like THESE. For larger screws, you may have to cut them with a hack saw. To make sure that the threads can be restored, thread a nut or thread-cutting die onto the screw before you cut it. After cutting, run the nut or die over the threads until they move freely over the end of the screw.
Adhesives:
Adhesives for acrylic are more like solvents than adhesives. The adhesives melt the acrylic. You apply the adhesive to the acrylic at the point where you want to join the pieces. When when solvent evaporates, the two pieces will be permanently bonded.
Before you apply the adhesive, you need to do the following:
You must have the pieces clamped in place and they must be perfectly aligned. If you have to move the pieces after the solvent begins to evaporate, you won't have a nice looking joint.
You must make sure that the solvent can't drip or run where the piece is making contact with the clamp or surface it's sitting on. If it does, the imprint of whatever was touching it will be melted into the acrylic. If this happens, you can smooth it like you would a cut edge and flame polish it. It won't be as perfect as the flawless surface but it can reduce the visible damage.
In some instances, it may be necessary to bond the joint in stages. If you can't clamp it in a way that will ensure that no solvent can get onto the clamps, you can bond half then the other half. Tilt it slightly so that it cannot run towards the clamp.
The following image shows a small piece (6" across) 'clamped' with electrical tape. When this method is used, the tape is stretched tightly on the ends to apply force between the pieces. Start applying the tape at the top edge of the vertical piece. When you begin applying it to the side, pull it tight and around the bottom corner. When applying it to the bottom face, use your fingers to force the tape down with as few voids as possible. This will prevent the solvent from getting back onto the face and damaging it. Try not to leave any pockets on the front of the tape. They will hold solvent and may cause the material to distort a bit. When you come up the other side, stretch it before allowing it to make contact and as soon as it makes contact, pull it around the top corner and back to the center of the top edge where you'll cut or break it off. If you didn't leave too much overhang on the bottom edge, you should be able to see the point where the two pieces meet and will be able to align them. You won't be able to see the ends of the pieces but the tape is thin enough that you can feel whether the ends are aligned or not.
When joining to an edge that's been finished (finely sanded or polished), you may want to mask the finished edge before applying the adhesive. This can be done with electrical tape. Apply the tape to the edge (don't stretch it when laying it down) with a bit of overhang to the edge adjacent to the face that will be joined. To cut the tape flush, run a sharp razor knife along the face. When cutting, pull the blade so that it pulls the tape towards the edge, not away from it. Make sure that it's laid down completely along the cut edge. This will prevent any solvent from getting behind it and damaging the finished edge. When you remove the tape, there may be a bit of adhesive left behind. All you need to do is to re-apply the sticky side of the used tape to the remaining adhesive. When you pull it off, it will remove the adhesive.
Note:
When cutting the tape used to mask the edges, you want to cut it precisely at the top edge of the material. When making the cut, you will have to make sure that the blade is precisely on the top face of the sheet. You will have to be careful not to cut into the acrylic. Too much angle and it will cut the acrylic. Too little angle and you'll leave the edge of the tape too high. If the tape is left too high, you will not be able to see the corners of the pieces being joined which could make critical alignment a bit more difficult.
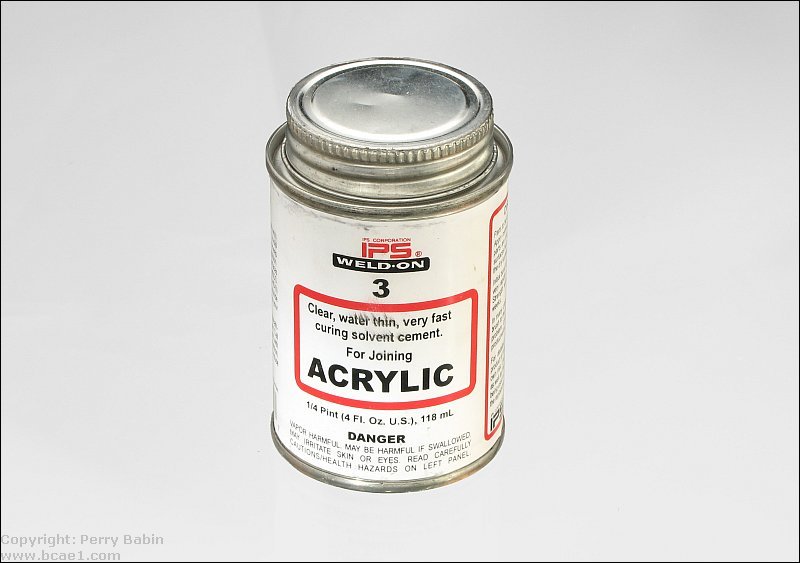
You must avoid using too much adhesive. If/when it runs onto the face/edge of the sheet, it will distort it the surface slightly. It won't be too unsightly but you should be aware of the possibility of damage. When possible, set the panels similar to the image below. This will make sure that all of the solvent will run into the joint. Be aware that the solvent runs very quickly. It's described as water thin but it appears to have much less surface tension and therefore runs much faster. The Weld-On #3 will run out of a syringe without pushing the plunger.
Like the first few cuts, you should practice bonding a few scrap pieces. If you buy the acrylic from a local seller, you can probably get a few scrap pieces to practice on. If not, buy more than you need so you can practice before you begin the final product.
When making the cuts, it's important that you get a straight (along the length), square (90� to the face) edge. This means that you'll probably have to cut it on a saw with a fence. If there are any high spots (can often be produced at the end of a cut, particularly when you score and break anything thicker than 1/8" material), the bond will be weak because there will be very little contact between the two pieces. This solvent (Weld-On #3) is water thin and cannot fill gaps. There are other adhesives that can fill gaps if that's necessary. When you use the score and break method, and need to glue the cut edge, you should score both sides. That's going to give the best chance to get a square cut. Even when you get a nice straight edge, it's likely that you'll have to work it a bit with a scraper and sandpaper.
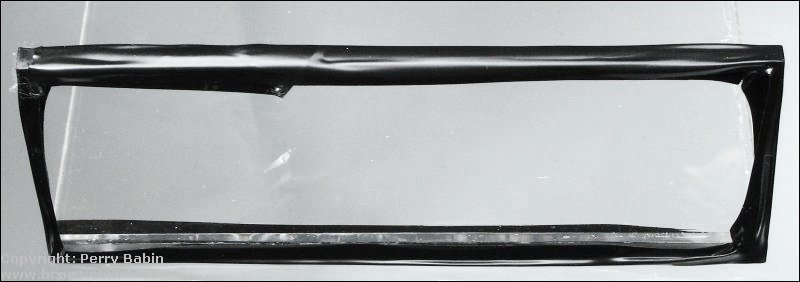
If the appearance of the joint is important and it has to be 'clean', the edge will have to be very nearly perfect. Any dips in it will likely remain white or gray and will be visible in the joint. Below, you can see a poor quality joint. There is probably only about 10-15% that's properly welded. Those areas are the darkest. What you're seeing is the continuation of one panel to the next as one solid piece. The air bubbles are in areas where there was not enough contact. The surfaces were not flat or smooth enough. The brightest area has absolutely no bond. There was no solvent applied there. If you see areas that look like this, you can sometimes apply more solvent but that's only in instances where the void is not sealed off from the outside. Using a solvent like this, it's unlikely that you'll ever get a bubble-free joint but yours should look much better than this. This is a Flash-based image. You can right-click to zoom in and then use the left mouse button to navigate.
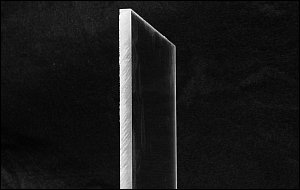
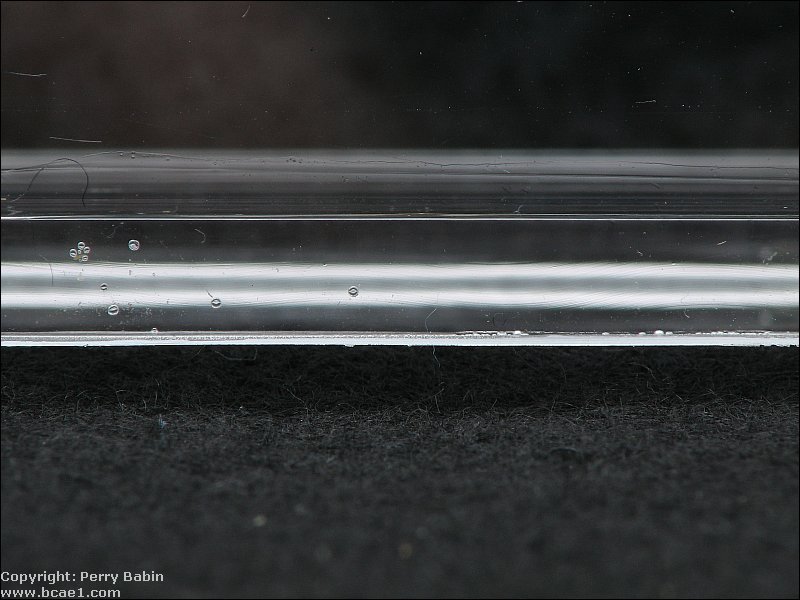
The following image shows a much better joint. It was cut on a table saw and then scraped smooth. No sanding was done. This is the piece that was 'clamped' with the electrical tape previously on this page.
This site was started for pages/information that didn't fit well on my other sites. It includes topics from backing up computer files to small engine repair to 3D graphics software to basic information on diabetes.
This site introduces you to macro photography. Macro photography is nothing more than the photography of small objects. It can take quite a while to understand the limitations associated with this type of photography. Without help, people will struggle to get good images. Understanding what's possible and what's not possible makes the task much easier. If you need to photograph relatively small objects (6" in height/width down to a few thousandths of an inch), this site will help.
If you're interested in air rifles, this site will introduce you to the types of rifles available and many of the things you'll need to know to shoot accurately. It also touches on field target competition. There are links to some of the better sites and forums as well as a collection of interactive demos.
This site helps anyone new to computers and anyone with a basic understanding of computers with a desire to learn more about the internal components of a computer. If you have a computer that you'd like to upgrade but don't know where to start, this is a good site for you.
This site is for those who want to begin racing karts but don't fully understand how the various parts work. It's mostly interactive demos that show how the various parts of the kart work.
Click HERE to visit a friend's new car audio tech site.

















 Acrylic sheeting is widely known as Plexiglas©. Plexiglass©, however, is the name given to acrylic sheeting manufactured by Atofina. The same acrylic type sheeting is also known by the names Acrylite©, Lucite© and Perspex©. From this point on, I'll refer to it simply as acrylic.
Acrylic sheeting is widely known as Plexiglas©. Plexiglass©, however, is the name given to acrylic sheeting manufactured by Atofina. The same acrylic type sheeting is also known by the names Acrylite©, Lucite© and Perspex©. From this point on, I'll refer to it simply as acrylic.







{kind=link}
{kind=link}
{kind=link}